SOLKOTE Technical Specifications

 SOLKOTE Technical Specifications
SOLKOTE Technical Specifications
The world’s most widely used spray-applied selective surface for solar thermal, passive solar and solar concentrating applications
PRODUCT DESCRIPTION and FEATURES
SOLKOTE HI/SORB-II is an optical coating specifically formulated for solar thermal applications. Its high temperature tolerance, resistance to moisture and UV degradation, and excellent optical qualities make it an ideal, low cost substitute for electro or vaccuum deposited selective surfaces. Its high absorptivity and strong adhesion to cementitious surfaces also make it an ideal passive coating. With a proven history of reliability and longevity, SOLKOTE has powered many of the world’s largest solar thermal manufacturers’ collectors since 1980. Is your collector Powered by SOLKOTE?
SOLKOTE offers the following unique features:
- Low cost (50 – 75% cheaper than competing selective surfaces)
- Easy spray application (requiring very low capital investment)
- Excellent high temperature tolerance to 1000°F (538°C)
- Excellent resistance to UV and moisture degradation
- Excellent long term durability (does not lose absorptivity over time)
- Excellent optical characteristics
- No out-gassing when correctly cured
- May be used in low to high temperature glazed applications including concentrating collectors
- Shipped premixed, ready to apply
- Excellent shelf life (one year from date of mfg.)
- Excellent coating for passive applications such as trombe walls
- Superior coating for hot air collectors
- Not recommended for exterior or unglazed applications
PRODUCT SPECIFICATIONS
| SOLKOTE HI/SORB-II | |
|---|---|
| Binder: | 100% silicone polymer |
| Solvent: | Xylene |
| Appearance: | Very Dark Liquid |
| Odor Characteristics: | Aromatic Hydrocarbon |
| Odor Threshold: | 100 ppm |
| Temperature Range: | -100°F to +1000°F (-73°C to +538°C) (installed) |
| Storage Temperature: | -50°F to +80°F (-45°C to +27°C) |
| Viscosity: | 25 seconds #1 Zahn’s cup |
| Specific Gravity: | (H2O=1) <1 |
| Vapor Density: | (Air=1) >1 |
| % Solids By Weight: | 15% |
| % Volatile by Volume: | 83% |
| VOC: | Regulatory: 812 g/L Actual: 812 g/L |
| Coverage Rate: | 400 – 900 square feet (40 – 90 square meters)/gallon at 1 mil wet film. Coverage will vary depending on application conditions. |
| Mixing: | Supplied one-part system, premixed and ready to use. No thinning required or suggested. Mix well before using. Agitate during application, if possible. |
| Degradation: | Unaffected by moisture, UV or elevated temperatures in glazed solar applications when correctly cured. |
| Out-Gassing: | None when correctly cured. |
| Clean Up: | Xylene, Toluene |
| Shelf Life: | Best if used 1 year from date of manufacture. |
OPTICAL CHARACTERISTICS
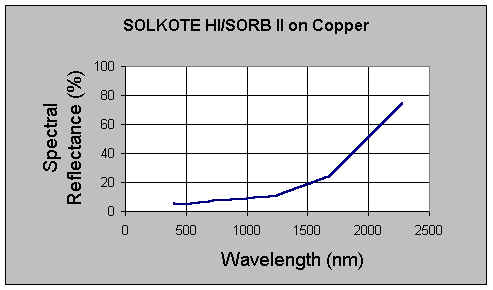
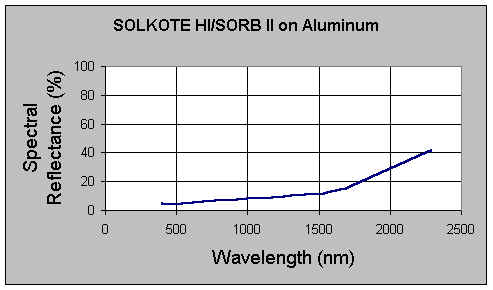
SOLKOTE is both thickness and substrate dependent. Low emissivity substrates, such as aluminum or copper, yield best optical properties. Emissivity can range from 0.20 to 0.49 depending on dry film thickness, substrate and surface preparation. Absorptivity will range from 0.88 to 0.94. Wet film thickness of 0.8 to 1.0 mils (0.020 to 0.025mm) and careful cleaning of substrate will yield optimum results. Thermally tolerant from -100°F to +1000°F (-73°C to +538°C). High temperature adhesion is dependent upon careful substrate preparation and cure. No out-gassing when correctly cured. Resists UV and moisture degradation. Not recommended for immersion or unglazed applications.
USES
All low to high temperature glazed active solar thermal applications including concentrating collectors. Most glazed passive solar thermal applications.
SUBSTRATES
May be applied to aluminum, copper, steel, brick, stone, masonry, adobe and some plastics. Primers may be required for mild steel and galvanized surfaces. Primers will increase emissivity but will not affect absorptivity. Absorptivity is extremely high on cementitious or ceramic substrates but selectivity is moderate.
WAVELENGTH REFLECTANCE CHARTS
SOLKOTE HI/SORB-II Spray-Applied to Copper and Aluminum
 SOLKOTE HI/SORB-II Dip-Coated* on Stainless Steel
SOLKOTE HI/SORB-II Dip-Coated* on Stainless Steel
 AISI 304 Stainless Steel was dip-coated in SOLKOTE HI/SORB-II. After each coat, solar and infrared hemispherical reflectances were measured to calculate solar absorptance: a, and thermal emittance: e (400ºC).
AISI 304 Stainless Steel was dip-coated in SOLKOTE HI/SORB-II. After each coat, solar and infrared hemispherical reflectances were measured to calculate solar absorptance: a, and thermal emittance: e (400ºC).
|
2 layers |
3 layers |
4 layers |
5 layers |
6 layers |
|
|
Thickness (nm) |
—- |
8000 |
9000 |
—- |
—- |
|
e |
0.23274044 |
0.23986406 |
0.24446309 |
0.25277300 |
0.27234121 |
|
a |
0.87036960 |
0.89712310 |
0.91374536 |
0.91630217 |
0.92443275 |
Testing and results produced by:
Dr. Angel Morales & Eduardo Zarza
CIEMAT – Plataforma Solar de Almeria, SPAIN
www.psa.es
SURFACE PREPARATION
Surface preparation is extremely important since collectors are expected to function without maintenance for twenty years. Initial substrate emissivity and coating adhesion can be significantly improved through careful attention to surface preparation. SOLKOTE exhibits excellent adhesion on many substrates with little or no surface preparation. However, the following procedures are suggested to ensure the excellent optical properties and and long-term durability available from this product:
METALLIC SUBSTRATES
Degrease metallic substrates using Xylene, Toluene, Acetone or other suitable solvents. This is generally considered minimum surface preparation. Copper, aluminum and stainless steel may also be lightly acid etched to remove surface oxides and lower emissivity. Aluminum may also be conversion coated to lessen future oxidation. Mild steel and galvanized surfaces should not be acid cleaned but may require priming. Use of primers will increase emissivity and may also raise absorptivity.
PASSIVE SUBSTRATES
Masonry substrates for passive applications should be air cured for at least one month prior to application of SOLKOTE. Surface should be free of all paint, loose grout and dust. SOLKOTE has a natural affinity for most masonry substrates and ceramic surfaces, but is extremely thin. Suitable primers or fillers may be used to extend coverage. SOLKOTE will yield a highly absorptive and long-lived surface on cementitious substrates, but selectivity will be limited.
APPLICATION METHODS
SOLKOTE has been formulated specifically for air atomization spray application. Simple spray guns normally used in automotive body repair facilities have proven to be quite adequate for application. Electrostatic and HVLP equipment is also suitable but substantially more expensive. Gun pressures should be kept fairly low (25-35 PSI) to lessen over spray and allow good thickness control. Remote pressure supply pots should have air driven agitators and the coating should be mixed as often as is practical during application. A wet film thickness of 0.8 to 1.0 mils (0.020 to 0.025mm) is ideal and may be easily measured using a wet film thickness gauge during application. Handheld airless equipment is not recommended, however specialized automated airless equipment may be utilized. Consult factory for questions with spray equipment selection. Substrate temperatures should not exceed 90°F (32°C) during application and surface should be dry prior to application. Good ventilation and operator protection is imperative.
DRYING and CURE
Curing is highly dependent upon substrate type, humidity and ambient temperature. Skin forms within 2-5 minutes; coated absorber may normally be handled after 1 to 3 hours drying at room temperature. SOLKOTE will naturally cure, to a point where no out-gassing will occur, within 3 days at room temperature of 60°F (16°C) or above. Curing may be easily accelerated by baking the coated absorber panel at temperatures ranging from 225°F (107°C) to 450°F (232°C) for a period of 15 minutes to one hour. Copper should not be cured at temperatures above 400°F (204°C) as it will oxidize and cause a decrease in coating adhesion. Other metals, such as aluminum and stainless steel, may be cured at temperatures up to 450°F (232°C). Coated absorber plates may also be placed in bright sunlight to accelerate curing. Hardness will increase with time and temperature. Experimentation will determine the best curing procedures for your particular environment.
PACKAGING and SHIPPING
SOLKOTE: Available in 1 Gallon and 5 Gallon steel pails
Weights and Volumes:
1 Gallons (3.785 Liters) – 8.0 lbs (3.64 Kg)
5 Gallons (18.925 Liters) – 42.0 lbs (19.09 Kg)
Flammable Liquid n.o.s. (Contains Xylene), Class 3, UN1993, Packing Group III
All packaging is certified for air freight and available for export. All freight charges FOB Ewing, NJ.
MSDS information available upon request.
Packaging charges are extra and not included in our pricing schedule.






 and after (R), LO/MIT coated on one of the components \"in the field of view\" of Keck telescope's main aperture, Mauna Kea, HI. Keck's twin 10m telescopes are the world's largest optical and infared observatories.
<br /><br />
W.M. Keck Observatory | Mauna Kea, HI, USA</p>")





.</p>")
 versus uncoated (right side). The roof is noticeably brighter and more reflective, thus offering a highly effective cool roof application for many types of structures.</p>")

 versus uncoated section of roof.</p>")


 vs uncoated side.</p>")



 for optimal infrared observing on the ground.</p>
<p style=\"text-align:center;\">The low emissivity characteristics of the LO/MIT coating are ideal for large ground-based telescopes of this nature.</p>
<p style=\"text-align:center;\">AURA Gemini Observatory |</p>")
 for optimal infrared observing on the ground.</p>
<p style=\"text-align:center;\">The low emissivity characteristics of the LO/MIT coating are ideal for large ground-based telescopes of this nature.</p>
<p style=\"text-align:center;\">AURA Gemini Observatory |</p>")
 for optimal infrared observing on the ground.</p>
<p style=\"text-align:center;\">The low emissivity characteristics of the LO/MIT coating are ideal for large ground-based telescopes of this nature.</p>
<p style=\"text-align:center;\">AURA Gemini Observatory |</p>")
 for optimal infrared observing on the ground.</p>
<p style=\"text-align:center;\">The low emissivity characteristics of the LO/MIT coating are ideal for large ground-based telescopes of this nature.</p>
<p style=\"text-align:center;\">AURA Gemini Observatory |</p>")





























 underside of chicken house roof at University of Georgia. LO/MIT-I increases interior lighting levels and lowers radiant temperatures, making an excellent metal building insulation in agricultural applications.</p>")
 underside of chicken house roof at University of Georgia. LO/MIT-I increases interior lighting levels and lowers radiant temperatures, making an excellent metal building insulation in agricultural applications.</p>")






.
<br>
<br>
Solar Decathlon 2002, Univ. of Texas | Austin, TX, USA <a href=\"http://www.solardecathlon.gov/past/2002/where_is_texas_now.html\" target=\"_blank\">www.solardecathlon.gov</a>
</p>")









 technology is making waves in the CSP market by creating standalone power plants and hybridizing fossil-fired power plants as a booster to significantly reduce CO2 emissions from large-scale facilities around the globe. SOLKOTE is used as the absorber surface for its excellent optical characteristics, resistance to UV and moisture degradation and high temperature tolerance in concentrating applications.</p>
<p style=\"text-align:center;\">Areva Solar | Bakersfield, CA USA
<a href=\"https://www.areva.com/EN/solar-220/areva-solar.html\">www.areva.com</a></p>")

 parabolic trough collector in Lesotho, southern Africa. STG International collaborated with Prof. Harold Hemond and MIT's Civil and Environmental Engineering Department, utilizing SOLKOTE to bring sustainable energy technologies to communities across the developing world.</p>
<p style=\"text-align:center;\">STG International |
Cambridge, MA, USA
<a href=\"https://www.stginternational.org\">www.stginternational.org</a></p>
<p style=\"text-align:center;\">MIT
Civil and Environmental Engineering Dept. |
Cambridge, MA, USA
<a href=\"https://www.mit.edu\">www.mit.edu</a></p>")
 parabolic trough collector in Lesotho, southern Africa. STG International collaborated with Prof. Harold Hemond and MIT's Civil and Environmental Engineering Department, utilizing SOLKOTE to bring sustainable energy technologies to communities across the developing world.
STG International | Cambridge, MA, USA www.stginternational.org
MIT Civil and Environmental Engineering Dept. | Cambridge, MA, USA www.mit.edu")
 parabolic trough collector in Lesotho, southern Africa. STG International collaborated with Prof. Harold Hemond and MIT's Civil and Environmental Engineering Department, utilizing SOLKOTE to bring sustainable energy technologies to communities across the developing world.</p>
<p style=\"text-align:center;\">STG International |
Cambridge, MA, USA
<a href=\"https://www.stginternational.org\">www.stginternational.org</a></p>
<p style=\"text-align:center;\">MIT
Civil and Environmental Engineering Dept. |
Cambridge, MA, USA
<a href=\"https://www.mit.edu\">www.mit.edu</a></p>")





















 utilizes natural water pressure and requires no electricity. Heat exchanger and storage tank are one unit, with two troughs focusing the sun's energy to the absorber cylinder, coated with SOLKOTE.</p>
<p style=\"text-align:center;\">Premier Solar Technologies |
Dubai, U.A.E.
<a href=\"https://www.premiersolartechnologies.com/\">www.premiersolartechnologies.com</a></p>")
 utilizes natural water pressure and requires no electricity. Heat exchanger and storage tank are one unit, with two troughs focusing the sun's energy to the absorber cylinder, coated with SOLKOTE.</p>
<p style=\"text-align:center;\">Premier Solar Technologies |
Dubai, U.A.E.
<a href=\"https://www.premiersolartechnologies.com/\">www.premiersolartechnologies.com</a></p>")





</p>
<p style=\"text-align:center;\">TCT Solar | Jacksonville, FL, USA
<a href=\"https://www.tctsolar.com\">www.tctsolar.com</a></p>")
</p>
<p style=\"text-align:center;\">TCT Solar | Jacksonville, FL, USA
<a href=\"https://www.tctsolar.com\">www.tctsolar.com</a></p>")








